
こんにちは。トロボです。
今回の記事ではブラシレスモータについてお話させて頂きます。
産業用モータといえば誘導モータやブラシ付き直流モータが主流ですが、ロボットにおいては高速応答性とトルク脈動の少なさから直流ブラシレスモータが使用されることが多くなってきました。とはいえ、ロボットやサーボシステムのアクチュエータとしてはブラシ付きモータの歴史が長く、機械の設計者はモータの選定をブラシ付きモータの原理に基づいて考えることが一般的かと思います。
さて、モータ選定時に考えることの一つにトルクが想定通りに出るかが挙げられます。このときブラシ付きモータでは、モータの端子間に定電流源をつなげるだけでトルク定数に比例したトルクが発生するため、トルクが思ったよりも出ないということは少ないです。しかし、これがブラシレスモータになると話が変わります。ブラシレスモータは電流・電圧の定義やモータ定数の測定方法、電流制御器の性能など様々な要因で想定のトルクが出ないという事態が発生します。
そこで、本記事ではブラシレスモータのトルク定数に焦点を当ててお話をしようと思います。
電流の定義
ブラシレスモータの電流の定義はモータの駆動方式と電流値の変換手法によって変わります。ブラシレスモータには主に矩形波駆動と正弦波駆動の2つの駆動方式があり、正弦波駆動ではさらに絶対変換と相対変換があります。
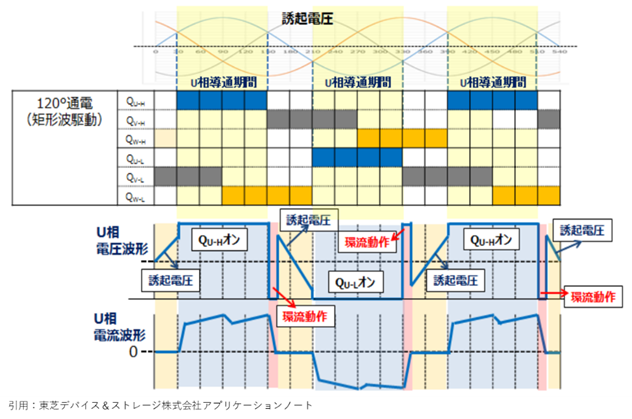
◆ 矩形波駆動
矩形波駆動で一般的な制御則は120°通電制御と呼ばれています。このとき、電流の定義は矩形波電流の振幅となります。
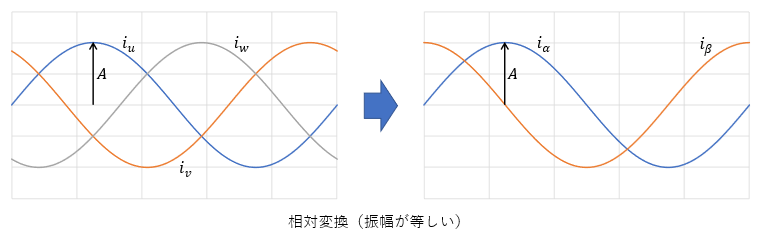
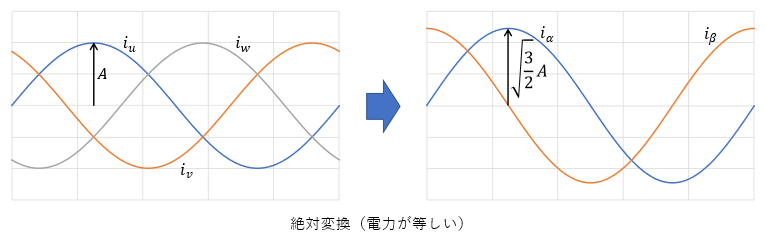
◆ 正弦波駆動
正弦波駆動で一般的な制御則はベクトル制御と呼ばれています。ベクトル制御においては正弦波の振幅を基に電流を計算しますが、三相交流の変換方法により係数が異なります。相対変換のときは正弦波の振幅がそのまま電流値となり、絶対変換では変換前後で電力を等しくするために振幅の√(3/2)倍が電流値となります。
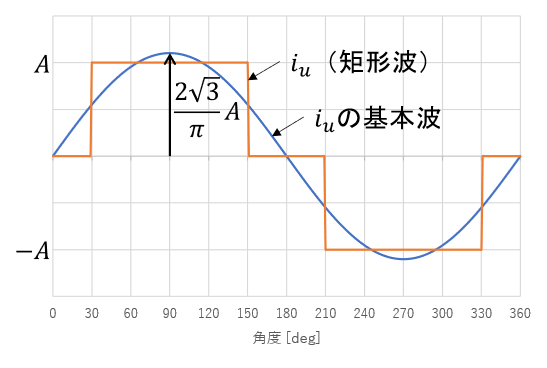
モータのスペックシートに記載されている特性値がどの駆動方式で測定したかによってトルク定数が変わってきます。特に、矩形波駆動で測定されたトルク定数を正弦波駆動に用いる場合には換算が必要となります。矩形波駆動のトルク定数を換算するときには、矩形波電流の基本波成分を考えます。振幅の矩形波の基本波振幅をフーリエ級数展開により計算します。
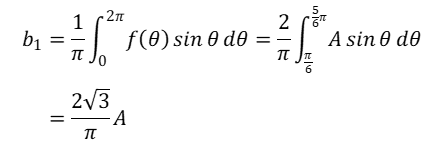
以上より、矩形波電流を正弦波電流に換算すると、振幅が2√3/π倍に大きくなることがわかります。
したがって、矩形波駆動で測定されたトルク定数を正弦波駆動に換算するときには以下の表の係数をかければ求まります。

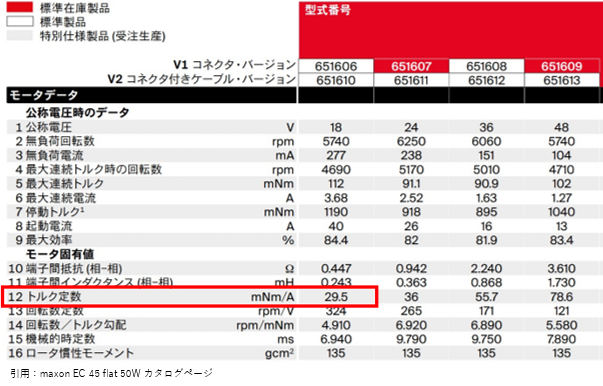
実際にモータのスペックシートをもとに、トルク定数を換算してみましょう。今回は一例としてmaxon EC 45 flat 50Wの18Vタイプでトルク定数を換算してみます。maxon EC motorのトルク定数は矩形波駆動で測定されているため、正弦波駆動で使用する時には換算が必要になります。スペック表を確認すると、トルク定数は29.5 mNm/Aとなっているため、相対変換の正弦波駆動では26.8 mNm/A、絶対変換の正弦波駆動では21.8 mNm/Aとなります。
総じて、矩形波駆動よりも正弦波駆動のトルク定数が小さくなるという点に注意が必要です。
電流制御器の性能
ブラシレスモータはその原理上、半導体スイッチによる整流を必要とします。このとき、どのタイミングで整流を行うか、電流値をどのくらいにするかは電流制御器によって決定されます。整流のタイミングはモータの回転角度により決まり、120°通電制御の場合はホールセンサ、ベクトル制御の場合はロータリエンコーダによって回転角度を測定します。
◆ ホールセンサ
ホールセンサはモータに内蔵されている製品が多いため、取り付けに問題がなければ性能に影響を及ぼすことは少ないです。
◆ ロータリエンコーダ
ロータリエンコーダを使う場合は、モータの回転磁界の角度すなわち電気角の原点を知る必要があります。ベクトル制御ではエンコーダの原点とモータの電気角を一致させるキャリブレーションを行います。
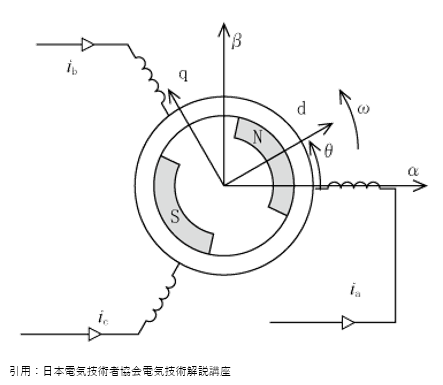
ここからは、ベクトル制御時の電気角について考えます。電気角は回転磁界のN極方向を0°とするため、電気角90°の方向にコイル磁界を発生させれば回転磁界と直交し、マグネットトルクが最大となります。そのため、ベクトル制御では電気角0°方向をd軸、90°方向をq軸とした直交座標で電流ベクトルを定義します。d軸電流が常に0になるように制御すると、モータトルクがマグネットトルクのみになり、トルクがq軸電流とトルク定数の積で表せます。
しかし、電気角がずれていると、指令しているq軸電流値に対して真のq軸電流値が小さくなってしまい、表面磁石型ブラシレスモータではモータトルクがトルク定数からの想定よりも小さくなってしまいます。電気角がずれる原因は主に2つあります。
◆ キャリブレーションの失敗
キャリブレーション時にはコイルに直流電流を流し、特定のコイルに磁石を吸い寄せる操作を行います。電流値を適切に設定しないとモータが回らない状態になり、キャリブレーションに失敗します。
◆ 電流と角度の取得ずれ
電流や角度の取得には少なからず遅れが存在し、高回転領域になると遅れや取得タイミングのずれが顕著に現れます。高回転で高トルクを実現するには、高いリアルタイム性能と、取得タイミングの同期や値の推定といった工夫が必要になります。
以上、ブラシレスモータのトルク定数についてのお話でした。
ブラシレスモータでトルクが出ないときは、モータのスペックがどのように測定されているか、電流制御器がどんな制御をしているか、キャリブレーションは十分かを是非確認していただければと思います。